
Каждый 3D-печатник должен
И вот с этим последним пунктом, как правило, у всех возникают проблемы. О моём пути решения этого вопроса и будет дальнейший рассказ (речь пойдёт только о FDM-печати).
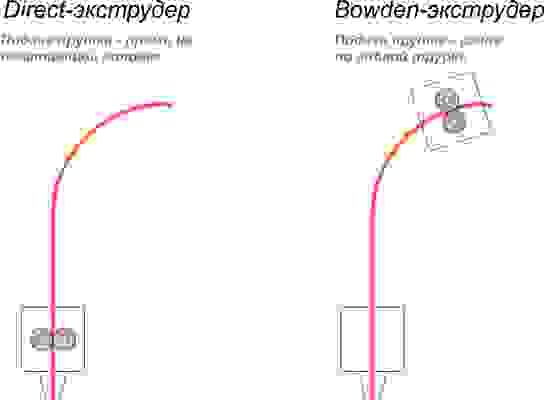
Дальше буду говорить о direct (директ) и bowden (боуден) экструдерах, и поэтому сначала дам небольшую справку, для тех, кто не в курсе.
Смотреть тут

И небольшое отступление, зачем это вообще надо: дело в том, что долгое время, владея 3D-принтером и печатая разнообразные модели, рано или поздно приходишь к тому, что необходимо выйти за пределы «жёстких» распечаток, так как возникает потребность изготовления произвольной формы разнообразных прокладок для герметизации, передаточных пассиков, гусениц для самодельных радиоуправляемых (и просто настольных) моделей, резиновых покрышек для них же, гибких декоративных браслетов для ношения и т. д. и т. п.
Чтобы добиться всех перечисленных выше целей, необходимо будет «победить» весьма проблемный вопрос — печать резиноподобными пластиками, в качестве которых обычно применяется так, называемый TPU — термопластичный полиуретан.
Именно печать с его использованием и позволяет получать гибкие распечатки, однако, он отличается трудностями в пост-обработке, так как его не берут широко распространённые растворители и народ выкручивается, обрабатывая его разными нагретыми предметами, например, убирая заусенцы с помощью нагретого паяльника.
Но основная проблема заключается не в этом, а в том, что он очень сильно тянется (фактически, как резина). По своему опыту, могу сказать, что если его сравнивать с ABS-пластиком, которым я и печатаю обычно, и если его жёсткость взять за 100%, то жёсткость такого TPU будет на глаз, где-то в районе 20% и он гнётся во все стороны и хорошо тянется.
Такие его свойства, может, и хороши в финальной распечатке, однако весьма проблемны во время работы, так как стандартные экструдеры, особенно устаревшего типа (как меня, хотя, казалось бы, «только вчера» брал — в 2017 году, а уже устарел:-); но на самом деле, скорее всего, год разработки экструдера гораздо более старый, и идёт ещё от первых Prusa), с одинарным зубчатым колесом для протягивания и большими зазорами в механизме, — не позволяют работать с такими мягкими прутками, так как жёсткости прутка не хватает и он пузырями вылезает во все стороны, наматывается на зубчатое колесо и т.д.
Поэтому, явно просится апгрейд этой части, что я и проделал.
Но, для начала, как выглядела у меня вся система, до вмешательств: вкратце — она уже была несколько «апнутой», в том смысле, что экструдер был расположен не на вертикальной планке (как было с завода), так как это приводило к изгибу тефлоновой трубки, что увеличивало габариты всего принтера в целом — поэтому сразу после покупки принтера я решил его апнуть, создав для него герметичную термокамеру, обмотав полиэтиленом и сделав герметичную дверь на магнитных липучках. А «родное» расположение экструдера этому мешало, поэтому я расположил его на самом верху, что существенно уменьшило габариты (фото будет ниже).
Для подвода к нему прутка от катушки, располагающейся на самом верху принтера, я изготовил, так сказать, «медную шину», то бишь, медную трубку от тормозной системы ВАЗ, впаянную с использованием медно-серебряного припоя, с использованием горелки, — в небольшой выточенный штуцер из бронзы. Получилось «надёжно, конкретно, на века» — т.е. всё, как я люблю:-) (на торчащие из экструдера отрезки трубок не обращайте внимания, о них будет позже — т.к. старых фото не сохранилось, установил эту трубку на экструдер в текущем состоянии (об этом ещё будет ниже), чтобы вам показать, как было раньше):

И вот жил я и не тужил, и не думал, что такая трубка станет проблемой, до того момента, пока не столкнулся с TPU: оказалось, что эта немного изогнутая трубка создаёт слишком большое сопротивление протягиванию прутка, что приводит к его растягиванию, он уменьшается в диаметре и происходит срыв зубчатого колеса экструдера с него. Проще говоря, зубчатое колесо экструдера начинает вращаться, прокручиваясь мимо прутка, так как площадь контакта зубчатого колеса и прутка становится критически малой.
Дело усугубляется ещё и тем, что витки прутка, намотанного на катушку, несколько слипаются друг с другом, (чего не наблюдается обычно в случае ABS-пластика) и при попытке разматывания катушки, требуется приложить достаточно большое усилие, для того чтобы «стронуть» её с места. А это, опять же приводит к растягиванию прутка и описанной выше проблеме с невозможностью работы с таким прутком — экструдеру.
В результате экспериментов я пришёл к тому, что одним из оптимальных способов расположения катушки является всё-таки вертикальный, с минимальным количеством изгибов прутка.
Практические результаты экспериментов показали, что горизонтальную катушку очень тяжело размотать (все витки лежат друг на друге, в итоге — большое трение), в то время как вертикальная разматывается буквально малейшим приложением усилий (и витки практически не слипаются, так как у вертикальной катушки половина длины витка находится в провисшем состоянии, в то время как «друг на друге» лежит только половина длины каждого витка). Но, несколько подумав, этот апгрейд я оставил на будущее и сконцентрировался на другом…
Тем не менее, если вы захотите работать с TPU, то можете этот мой опыт тоже учесть в качестве возможного варианта, когда будете располагать катушку, возможно это вам поможет…
Итак, дальнейшие апгрейды… Изучая этот вопрос, и то, как его решали люди в сети, я наткнулся на то, что некоторые люди замоделили одну из пластин экструдера, несколько увеличенного размера для того, чтобы выбрать все зазоры между колесом и этой пластиной:

Тем не менее, я решил пойти другим путём: выточил из бронзы и нарезал резьбу, изготовив две трубки-вставки, чтобы полностью убрать весь ненужный зазор, и пруток по открытому воздуху совершал весьма короткий путь, ограниченный только необходимым участком, где он должен соприкасаться с зубчатым колесом:

Как можно видеть на коллаже выше, мне пришлось рассверлить и нарезать сквозную резьбу М6 на нижней пластине, сквозь которую проходит пруток:

В результате, поигравшись длиной нижней бронзовой трубки (которая идёт в сторону хотенда), я обнаружил, что всё зависит от достаточно тонких настроек: если нижняя трубка будет короче буквально на полмиллиметра, то пруток начинает вылазить пузырём и наматываться на зубчатое колесо, при возникновении малейшего сопротивления снизу. Остановившись на наиболее стабильном варианте, я перешёл к дальнейшим доработкам…
Как я уже писал выше, медная трубка, идущая от катушки с прутком, создаёт слишком большое сопротивление, и тут у меня случилась «эврика!» как это можно решить: просто-напросто поставить маленький отрезок такой же тефлоновой трубки, как и внизу, идущей к хотенду, только пускай она идёт наверх и помогает подавать пруток от катушки!
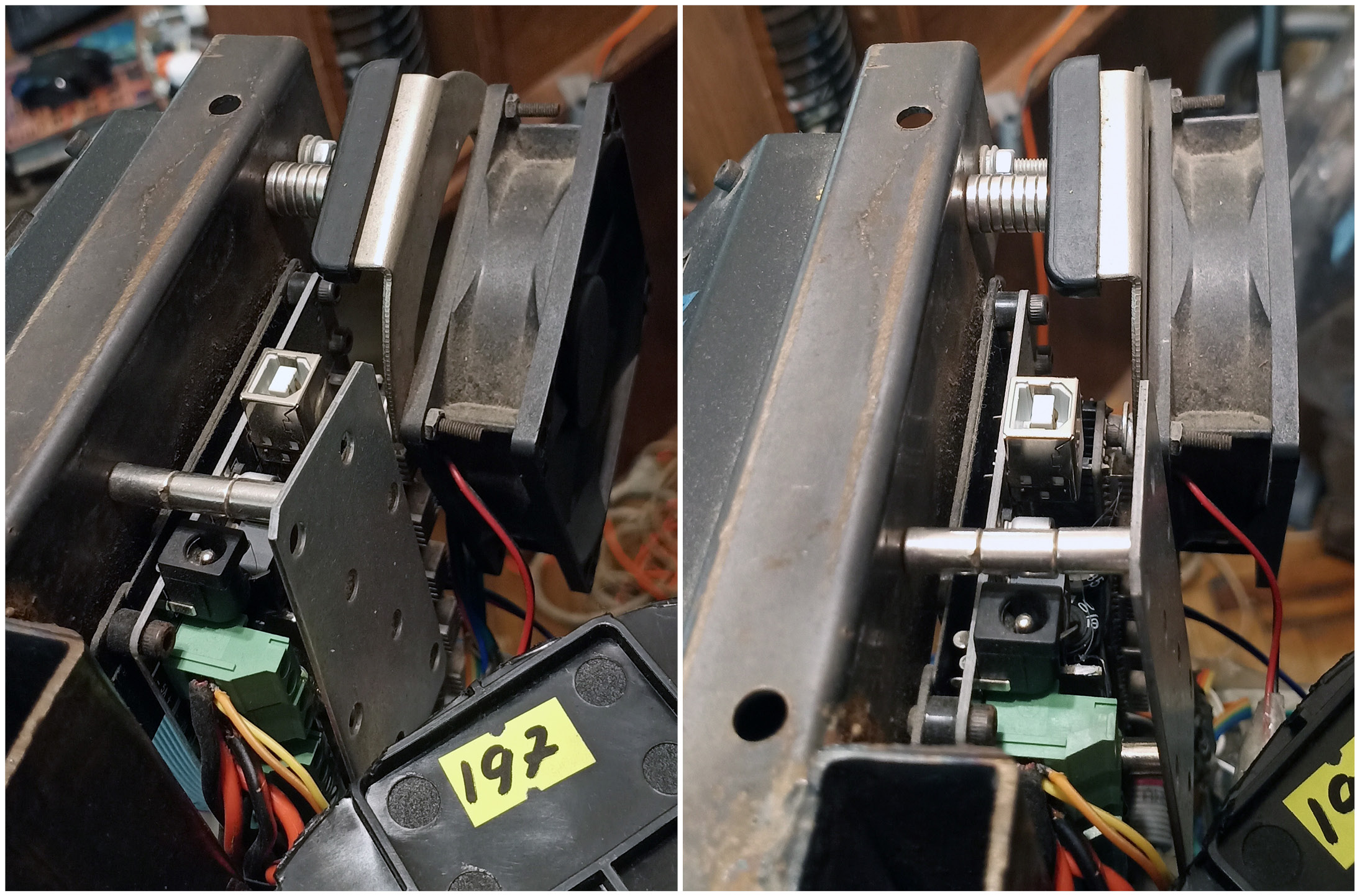
Сказано — сделано, и после апгрейда, система в верхней своей части стала выглядеть вот так:

Кстати говоря, как можно видеть, в этом апгрейде я использовал неодимовые магниты, оставшиеся у меня от одной из прошлых самоделок, с помощью одного из которых я и прилепил резьбовую втулку к сварной раме, на которую меня установлена вся электроника, и катушка, сверху этой резьбовой втулки прилепил ещё один неодимовый магнит, на который положил ещё одно резьбовую втулку, только лёжа, проходным сечением под резьбу М6. Оказалось, что очень удобно строить различные направляющие системы с использованием магнитов, так что рекомендую…
У меня использование магнитов в этой роли происходит не в первый раз, и на этом же принтере, как можно видеть, таким же способом, только с использованием кольцевидных магнитов, слепленных в столбик, у меня подвешен вентилятор, обдувающий электронику 3D принтера, а также прилеплена железная пластина, выступающая своеобразным воздуховодом, концентрирующим воздушный поток, чтобы он более интенсивно обдувал один из перегревающихся элементов:
Казалось бы, «всё у нас получилось, всё работает, расходимся»? А вот и нет: и виной всему относительно высокий коэффициент трения у этогоTPU-прутка: как выяснилось в процессе экспериментов, система стала работать, но достаточно нестабильно (и даже на скоростях, всего лишь в 5 мм в секунду), так что пруток, выходя из экструдера и проходя через длинную тефлоновую трубку до хотенда, слишком сильно об неё трётся и при малейших её изгибах трение становится настолько сильным, что апнутый экструдер не мог превозмочь его, что приводило опять же, к наматыванию и зажёвыванию прутка…
Утверждение не голословное, так как я ради интереса, попробовал открутить тефлоновую трубку-боуден с двух концов и немножко поизгибать её, пробуя протягивать пруток просто вручную, и действительно, трение становится настолько сильным, что пруток просто встаёт наглухо и начинает растягиваться!
Понятно, что нужен дальнейший апгрейд: полностью убрать эту длинную трубку! А как этого можно достичь? Только одним способом — поставив экструдер прямо сверху на радиатор хотенда,
То бишь, таким образом, наш боуден-экструдер превратится в директ-экструдер. «А кому сейчас легко», — делаем:

Как можно видеть на картинке выше, я нашёл самый простой способ установить этот экструдер — нарезав внешнюю резьбу на той бронзовой трубке, которая у меня уже была вкручена в экструдер. Для этого, на этой трубке мне пришлось нарезать резьбу 1/8".
Так как крепёж получился достаточно прочным, я не стал пока заморачиваться и переносить пластину крепления, чтобы и её болтами прикрутить к хотенду.
Кроме того, так как в предыдущей итерации апгрейда в эту трубку у меня вкручивалось штатное быстросъёмное соединение с резьбой М6, мне пришлось выточить небольшую трубочку с внешней резьбой М6 и внутренним проходным каналом 2 мм.
Таким образом, получилась конструкция, которая при вкручивании в радиатор хотенда упирается нижним концом трубочки в соответствующий тоненький проходной канал хотенда, то есть, другими словами, на всём своём пути пруток будет идти внутри трубочек, без каких-либо шансов куда-либо отогнуться. Кроме того, пришлось удлинить и провод до двигателя, чтобы он доставал до матплаты.
И, наконец, всё заработало! Получилось мощно, конкретно, надёжно. Но бестолково:-)))) Почему: слишком большой вес шагового двигателя существенно перегрузил и так хлипкую конструкцию печатной головки, а ещё, учитывая то, что у меня принтер дельта типа, то есть, его фишкой является как раз высокоскоростная работа, но с таким, новым весом, — особо не разгонишься…
С другой стороны, как утверждают и сами производители, и множество разных людей в сети, обычная типовая скорость печати с применением TPU-прутка обычно лежит в пределах от 5 до 10 мм/сек, так что, в нашем случае, скорость не является проблемой, и система будет весьма тихоходной, что позволит ей выдержать такой вес. Так что «пускай будет»…
Вроде бы всё работает, но тут я стал задумываться, а можно ли как-то уменьшить вес, находящийся на головке? Дело в том, что несмотря на то что всё работает, вес то достаточно приличный, и с таким весом особо не попечатаешь другими пластиками, и придётся постоянно переставлять экструдер (или смириться с вечно медленной печатью), что неудобно. Опять же, повышенный износ конструкции, из за увеличившихся нагрузок…
В качестве дальнейшего апгрейда мне приходил в голову вариант «с разнесением задач»- пускай в качестве экструдера выступают сразу два шаговых двигателя: двигатель на самом верху, предназначенный для разматывания катушки и подачи прутка вниз и, маленький шаговый двигатель, расположенный прямо на радиаторе хотенда — они бывают даже совсем маленькими, так что можно подобрать такой, у которого хватит сил продавливать пруток, но не хватит сил, чтобы разматывать катушку. К тому же они, как правило, очень миниатюрные и сразу совмещённые с планетарным редуктором, и всё это — за рублей 100-200, что само по себе подкупает. Фото ниже, просто для примера, их надо ещё по мощности удачно подобрать, но видно, что половину мини двигателя занимает припаянный корпус планетарного редуктора:

Но от него этого и не будет требоваться, за это будет отвечать другой большой двигатель, — стандартный двигатель экструдера. Их можно подключить параллельно, и, на мой взгляд, это было бы достаточно элегантным решением.
Тем не менее я от этого варианта решил отказаться, так как у нас опять в полный рост встаёт проблема с устранением зазоров, зажёвывания зубчатым колесом и т.д.
И подумал вот о чём: а что, если двигатель экструдера оставить тем же самым, а вращательный момент от него передавать на хотенд с помощью гибкого вала!
Оказалось, что подобные подобные варианты периодически проскальзывали, из которых известны коммерческие варианты — flex3d, zesty nimble v.3, и open source вариант — direct drive extruder (DDE v.2).
Вкратце их конструкция базируется на передаче крутящего момента от внешнего шагового двигателя, с помощью гибкого вала, на устройство, где крутится червяк, приводящий в движение протягивающую шестерню (бывают ещё варианты с двумя шестернями, о них будет ниже):

Насколько мне удалось понять по техническим описаниям, для передачи вращательного момента от стационарно установленного шагового двигателя — к экструдеру, используется гибкий вал (чуть более 300 рублей, на алиэкспресс), аналогичный тем, которые применяются в устройствах типа Dremel.
Из перечисленных вариантов, для нас наиболее привлекательным является последний — direct drive extruder, ввиду полного доступа к исходникам проекта.
Таким образом, мы видим, что, по сути, это устройство представляет собой широко известный dual drive экструдер, только дистанционного типа, с передачей извне вращающего момента:

Как отмечает сам автор на официальной странице проекта, вся система работает очень хорошо, обладает очень хорошим сцеплением и позволяет печатать на высоких скоростях, вплоть до 250 мм/сек:
Только он рекомендует использовать гибкий вал более толстый (4 мм), чем тот, который у него приведён в описании (3 мм), так как более тонкий вал даёт некоторую волнистость на поверхности печатаемой модели.
Проект является опенсорсным, то есть, каждый может его повторить и именно этим он меня и привлёк, так как у проекта, ссылку на которой я привёл выше, очень подробная официальная страница, с практически пошаговым описанием построения.
Кроме того (за что отдельное уважение автору), он не просто привёл описание и все необходимые изображения и файлы, но также и весь необходимый список компонентов для построения проекта, с прямыми ссылками на интернет-магазин (алиэкспресс) где их можно купить.
Таким образом, любой, заинтересовавшийся этим устройством может ознакомиться как с описанием, так и найти все необходимые компоненты, и сделать это достаточно легко. Так что я тоже весьма пристально рассматриваю этот вариант как путь для дальнейшего улучшения моего экструдера.
В завершение можно отметить, что существует ещё один альтернативный вариант апгрейда экструдера – установка уже упомянутого выше dual drive экструдера, который ещё называют BMG-экструдер. Суть его та же, что и в описанном высшем варианте с протягиванием прутка между двумя зубчатыми валами — такой экструдер позволяет увеличить площадь соприкосновения прутка и зубчатых валов и более надёжно протягивать гибкие материалы (по слухам), так как я сам ещё не добрался до него, но заказал, и он уже ко мне едет. Хочу попробовать протестировать ещё и его, раз уж я в кои-то веки добрался до таких масштабных апгрейдов.
Они продаются как в готовом виде, с двигателем, так и могут поставляться в виде только необходимого обвеса, который вы можете поставить на имеющийся у вас на руках двигатель экструдера, сняв с него предварительно текущий обвес. Обычно этот вариант существенно дешевле и колеблется в пределах 500 с небольшим рублей и даже дешевле.
UPD. В процессе написания статьи мне пришёл заказанный ранее BMG экструдер, который я и установил сбоку на принтер.
Чем понравился: завёлся сразу и начал работать, без каких-либо «танцев с бубном» — что подразумевает у него хорошее сцепление и тягу.
Внизу я привёл несколько фотографий и примерную схему в разрезе протягивающего тракта этого экструдера. Как можно видеть, у него практически отсутствуют места, куда пруток может выдавить (в негативном смысле). Кроме того, сам пруток находится замкнутым внутри зубчатого канала, нанесённого на каждый из валов (у меня показано условно, в виде канавки).

Тем не менее, на момент написания статьи мне не удалось ещё добиться с ним качественного результата, — видимо, боуден даже для него проблемный: несмотря на множество тестов — продавливает жалкие капли и начинает прокручиваться на месте. Сила прижатия никак не влияет — видимо, сила трения об трубку боудена и вообще сопротивление в целом — слишком велики. Придётся попробовать переставить его на печатающую головку и посмотреть, что получится… Но даже если этот вариант сработает (а он сработает почти со 100% вероятностью) — всё равно придётся думать об облегчении головки. Видимо, буду дальше «апать» до DDE-экструдера, описанного выше…
Так что, процесс идёт, а слухи о проблемности печати гибкими пластиками оказались совсем не слухами, а вполне себе суровой правдой:-)
Кстати говоря, есть альтернативный, весьма кардинальный вариант, как разрубить «Гордиев узел TPU» — купить фотополимерный принтер и печатать резиноподобными материалами на нём. И буквально на днях этот вариант я тоже осуществлю. Правда, не из-за резины, а в целом, потому что назрело.
Вот примерно таким образом обстоят дела, и, надеюсь, что этот рассказ как-то поможет вам сориентироваться в преодолении технических трудностей и начать печатать гибкими материалами!
P.S. Из забавного: совершенно случайно выяснилось, что TPU является… великолепной резинкой для рогаток — одного из подвидов, где стреляют V-образными отрезками алюминиевых (а лучше — медных, они тяжелее и дальше летят) кусочков провода. Мне эта странная мысль пришла в голову, когда крутил в руках отрезок прутка. Решил попробовать — и действительно, «жахает» только так! Мне тут на одном форуме подсказали, что в одном мотке что то около 350 метров. 350 метров резинки для рогаток! Целое богатство в моём детстве!
Кроме того, с помощью просто отрезка резинки, длиной сантиметров 40 — я устроил настоящий геноцид случайно залетевшим комарам, держа её за один конец и растягивая, и отпуская другой. Она доставала даже до укромных уголков потолка :-))).
Также, полагаю, учитывая такие его (TPU) свойства — он может быть неплохой резиной и для резиномоторных моделей, но это предположительно, и надо проверять…
Telegram-канал со скидками, розыгрышами призов и новостями IT 💻

